| Maschinentyp | PAP6x6 | PAP10x7 | PAP15x6 | PAP20x5 | PAP22x5 | PAP25x7 | PAP32x6 | PAP42x5 |
|---|---|---|---|---|---|---|---|---|
| Max. Blechbreite [mm] | 600 | 1000 | 1500 | 2000 | 2200 | 2500 | 3200 | 4200 |
| Max. Profilhöhe [mm] | 600 | 700 | 600 | 500 | 500 | 700 | 600 | 500 |
| Belastbarkeit des Rollenbahn [kg/m] | 450 | 800 | 800 | 1000 | 1000 | 1200 | 1400 | 1600 |
| Leistung der Turbine [kW] | 4x5,5 4x7,5 | 4x7,5 | 4x7,5 4x11 | 4x11 4x15 | 6x11 6x15 | 6x11 6x15 | 8x11 8x15 | 10x11 10x15 |
| Rotationsbürste Strahlmittelentfernung | * | * | * | X | X | X | X | X |
| Abblasventilator | X | X | X | X | X | X | X | X |
| *optional |

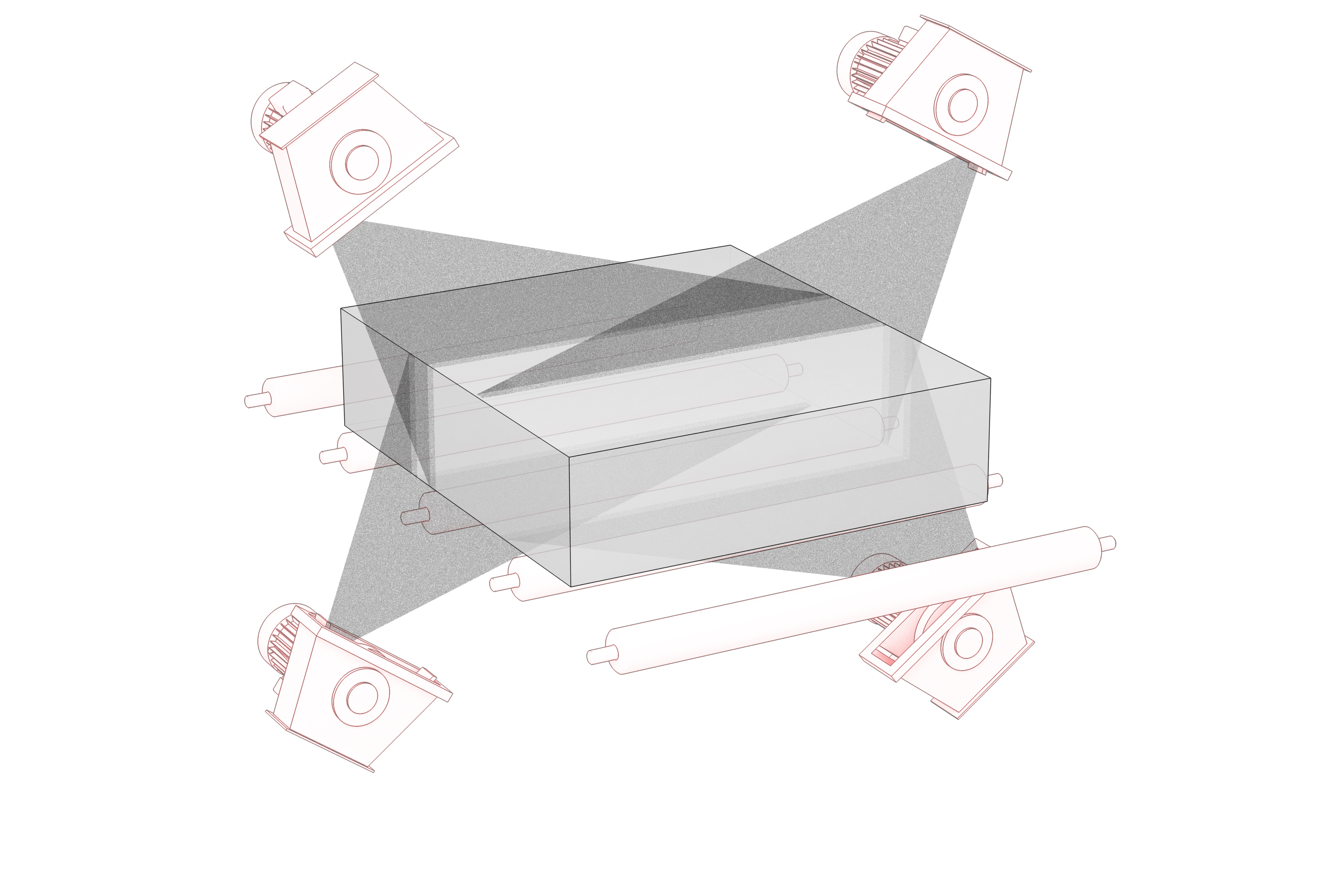
Durchlauf - Rollenbahn - Typ "PAP"
Schleuderradanlagen mit einer Rollenbahn werden „PAP“ (Pofiles And Plates) genannt. Die Werkstücke stellen meist Platten aus Stahl oder Beton und Profile aus Stahl dar und werden auf einer Rollenbahn durch den Strahlraum transportiert. Im Strahlraum werden die Werkstücke mit Strahlmittel, welches von den Schleuderrädern kommt, beschossen. Diese Schleuderräder sind anwendungsspezifisch angeordnet, so dass ein optimales Strahlergebnis gewährleistet ist. Die Transportgeschwindigkeit der Rollenbahn ist durch einen Frequenzumrichter in ihrer Geschwindigkeit einstellbar. Hierdurch lässt sich die Strahlintensität (Dauer der Strahleinwirkung pro Fläche) und Prozesszeiten beeinflussen.
Ein möglicher Arbeitszyklus stellt sich wie folgt dar:
• Werkstücke werden außerhalb der Maschine auf der Einlaufseite auf die Transportrollen oder eine Querladebahn (falls vorhanden) aufgelegt. Die Beladung wird manuell, mit einer geeigneten Hebevorrichtung (Hängeförderer, Brückenkran oder ähnliches) oder automatisch durchgeführt. Eine Einbindung in kontinuierlich arbeitenden Fördersystem ist ebenso möglich.
• Die Werkstücke werden von der Einlaufseite aus automatisch durch die Maschine transportiert und kontinuierlich gestrahlt. An der Eingangsschleuse befindet sich ein Sensor, der das Vorhandensein (oder Fehlen) von Werkstücken erkennt und die Strahlmittelzufuhr stoppt, wenn keine Werkstücke erkannt werden (um die Strahldauer ohne Werkstück auf ein Minimum zu reduzieren). Ebenso wird die Strahlmittelzufuhr zu den Schleuderrädern unterbrochen, wenn das Transportsystem stoppt.
• Die Strahlmittelmenge wird durch ein elektro-pneumatisch geregeltes Ventil eingestellt und gesteuert. Von dort aus gelangt es zum Schleuderradzentrum von wo aus es durch den Verteiler den Schleuderradschaufeln zugeführt wird. Diese Schaufeln schleudern durch Ihre Rotation das Strahlmittel auf die zu reinigenden oder zu entgratenden Bauteile.
• Das Gemisch aus Strahlmittel, Graten, Sandablagerungen, Zunder und / oder anderen Verunreinigungen gelangt in den unteren Teil der Maschine (Anlagentrichter). Von dort aus wird es zum Becherwerk transportiert. Diesen Materialtransport übernehmen Längs- und Querförderschnecken oder eine Längsförderschnecke und ein Rüttelsieb (vorgeschaltete Strahlmitteltrennung von größeren Verunreinigungen). Die Kombination ist von der jeweiligen Strahlaufgabe abhängig und muss im Detail diskutiert werden.
• Vom Becherwerk aus wird das Gemisch nach oben zur Strahlmittelaufbereitung (Windsichtung) transportiert. (Sollte Stahlstrahlmittel von Guss-Sand getrennt werden kommt zusätzlich ein spezieller Magnetabscheider zum Einsatz) Durch die Windsichtung wird Staub und Verunreinigungen vom sauberem und wiederverwendbarem Strahlmittel getrennt.
• Die gröberen Verunreinigungen werden durch ein Fallrohr aus dem geschlossenen Kreislauf ausschleust. Das saubere Strahlmittel wird kontinuierlich den Silos weiter zugeführt. Von dort aus gelangt es über das Regelventil wieder zu den Schleuderrädern, wodurch der Strahlmittelkreislauf geschlossen wird.
• Die Absaugung von Staub aus der Strahlkammer und aus der Strahlmittelaufbereitung erfolgt durch eine zentrale Abluft- und Filteranlage.
• Nach dem Strahlvorgang durchlaufen die Werkstücke die Auslaufkammer. Dort können die Bauteile optional abgebürstet oder abgeblasen werden. Je nach Bauteilgeometrie wird ein ein Abreinigungsverfahren optional mit angeboten. Die Position der Abblaseinrichtung und Rotationsbürste kann mittels eines Druckknopfes angepasst werden. Eine automatische Einstellung der Reinigungshöhe ist ebenso optional möglich.
• Auslaufseitig können die Bauteile entweder manuell, mit einer geeigneten Hebevorrichtung (Hängeförderer, Brückenkran oder ähnliches) oder automatisch durchgeführt. Eine Einbindung in kontinuierlich arbeitenden Fördersystem ist ebenso möglich.
| OPTIONEN | |
| Frequenzregelung der Schleuderräder elektrische Regelventile zur programmspezifischen Strahlmittelmengendosierung Magnetabscheider in der Strahlmittelaufbereitung Autom. Strahlmittelnachdosierung Abblasventilator zur Strahlmittelentfernung mit elektr. und autom. Höheneinstellung Rotationsbürste zur Strahlmittelentfernung mit elektr. und automatischer Höheneinstellung Schleuderräder aus Hartmetall Schutzeinrichtung |
| Abtragen | Entlacken | Entrosten |
| Entzundern | Aufrauhen | Verfestigen/Shot-Peening |
| Glätten | Finishen |