| Machine type | MC 6x2 | MC 8x3 | MC 10x3 | MC 14x3 | MC 15x4 | ||
|---|---|---|---|---|---|---|---|
| Max. net width [mm] | 600 | 800 | 1000 | 1400 | 1500 | ||
| Max. working height [mm] | 200 | 300 | 300 | 300 | 400 | ||
| Power of the turbine [ kW ]] | 8x4 | 4x11 8x5,5 7x7,5 | 8x11 | 8x11 8x15 8x30 | 8x11 | ||
| Load capacity wire belt [kg / m] | 100 | ||||||
| Blow-off fan | ja | ||||||
| Magnetic separator | * | ||||||
| *optional | |||||||

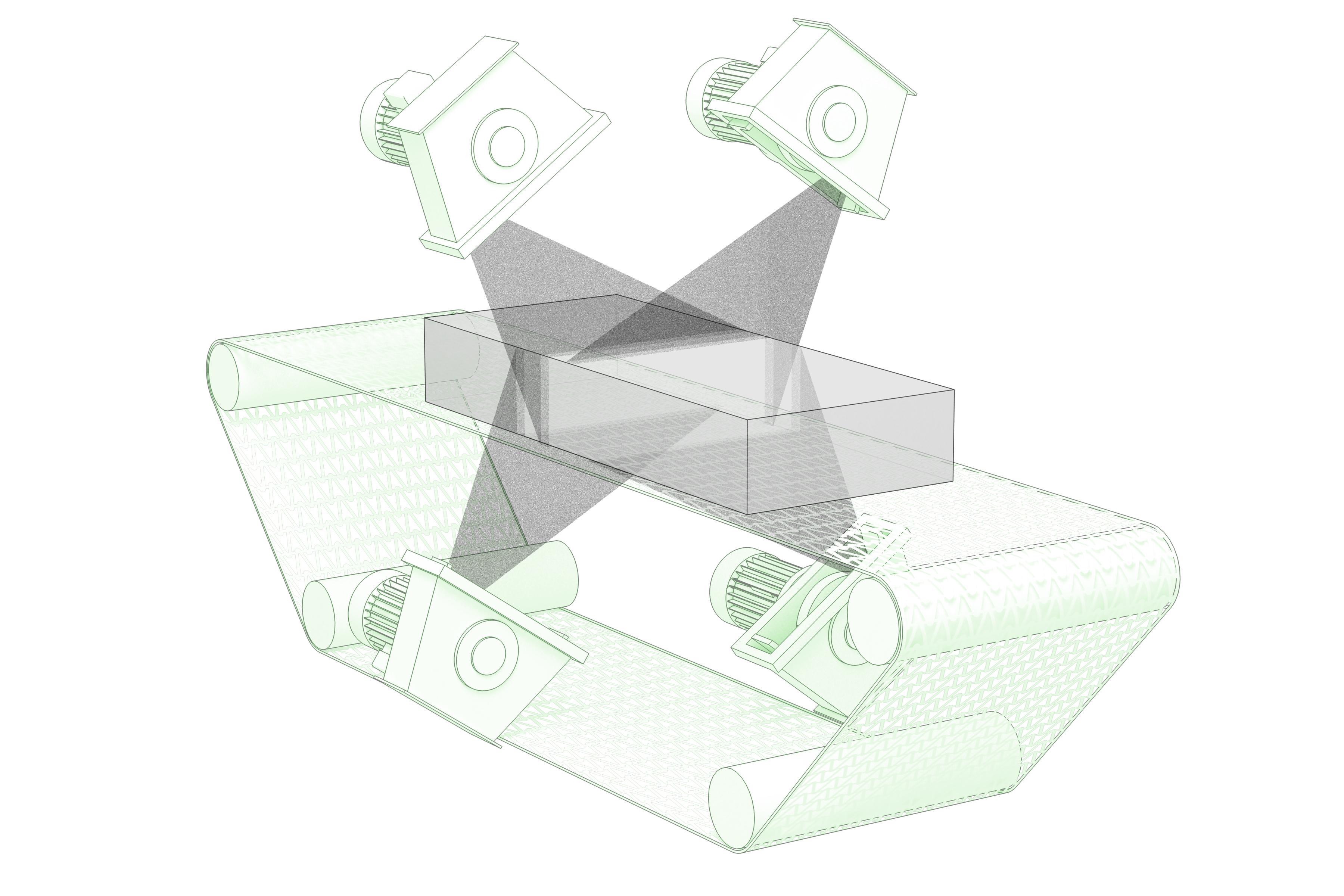
Continuous wire belt - type "MC"
Blast wheel systems with a wire belt are called "MC" (Mesh Conveyor) because the workpieces are transported through the blasting room on a wire belt. In the blasting room, the workpieces are fired at with blasting media that come from the blasting wheels. These centrifugal wheels are arranged according to the application so that an optimal blasting result is guaranteed. The speed of the wire belt throughput can be adjusted by means of a frequency inverter. This allows the blast intensity (duration of blast impact per area) and process time to be influenced.
The working cycle is as follows:
• Workpieces are placed outside the machine on the infeed conveyor on the input side. Loading is carried out manually, with a lifting device (heavy components) or automatically. This type of system is very often integrated into other conveyor systems so that continuous and automatic workpiece transport takes place.
• The workpieces are automatically transported through the machine from the input side and continuously blasted. At the entrance sluice there is a sensor that detects the presence (or absence) of workpieces and stops the blasting media supply if no workpieces are detected (in order to reduce the blasting time without a workpiece to a minimum). The supply of blasting media to the blasting wheels is also interrupted when the wire belt stops.
• The amount of abrasive is set and controlled by an electro-pneumatic regulated valve. From there it arrives at the center of the centrifugal wheel, from where it is fed through the distributor to the centrifugal wheel blades. The rotation of these blades spins the blasting media onto the components to be cleaned or deburred.
• The mixture of blasting media, burrs, sand deposits, Tinder and/or other impurities ends up in the lower part of the machine (system hopper). From there it is transported by longitudinal and transverse screw conveyors or by a longitudinal screw conveyor to an optional vibrating screen, which separates the blasting media from larger contaminants. It then goes to the bucket elevator.
• From here the mixture is transported up to the blasting agent preparation (air sifting). (If steel blasting media have to be separated from cast sand, a special magnetic separator is also used) The air separation separates dust and impurities from the clean and reusable blasting media.
• The waste is conveyed into a downpipe, which discharges the impurities from the closed circuit. The clean blasting media is continuously refed into the silos. From there it is returned to the blasting wheels via the control valve, which closes the blasting media cycle.
• The extraction of dust from the blasting chamber and from the abrasive preparation is carried out by a central exhaust air and filter system.
• After the blasting process, the workpieces pass through a blow-off unit, which consists of a a blow-off fan and height positioning. The positioning of the blow-off strip above the wire belt can be adjusted (optionally also electrically).
• On the outlet side, the components can be removed from the belt either manually, with a lifting device (heavy components) or automatically. Another conveyor system is very often connected so that continuous and automatic workpiece transport can take place.
| BLAST CABIN / BEAM SPACE | Dimensions and installation area depend on the component dimensions | |
------------ | ------------ | |
BEAM SYSTEM | Centrifugal wheel Ø | 264mm-400mm |
| Number of blades | 6-8 piece | |
------------ | ------------ | |
| POWER | per blower wheel | 2,2 - 37kW |
| Abrasive throughput per blower wheel | 35 - 560kg/h | |
| OPTIONS | |
Frequency control of the centrifugal wheels electrical control valves for program-specific dosing of blasting media Magnetic separator in blasting media processing Automatic abrasive replenishment Blow-off fan for abrasive removal with electr. and autom. Height adjustment Rotary brush for abrasive removal with electr. and automatic height adjustment Carbide centrifugal wheels Protective device in the blasting room made of hard metal instead of manganese steel |